
本章では品質管理とトレードオフについてお伝えしていきます。
前章までには品質管理にはルール・基準があるということを重ね重ねお伝えしてきました。
さらに今回は品質について深堀りした後,トレードオフについて考えてみましょう!
品質で評価される方法
構造物を造る際には規格値というものを定める必要があります。
規格値を超過したものは不適合品として『作り直し or やり直し』となります。
どうしても対応ができない場合には根拠を持って問題がないことを証明できれば良いですが,
基本的には『NG』です。
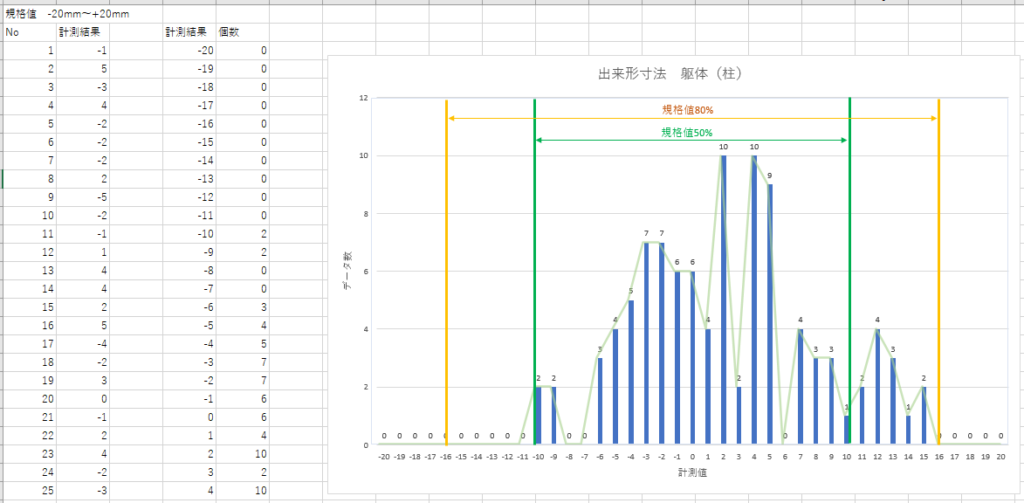
その規格値が-20mm~+20mmであったとしましょう。
その上限+20mmもしくは下限値-20mmを100%とした時
規格値の50%は-10mm~+10mm
規格値の80%は-16mm~+16mmとなります。
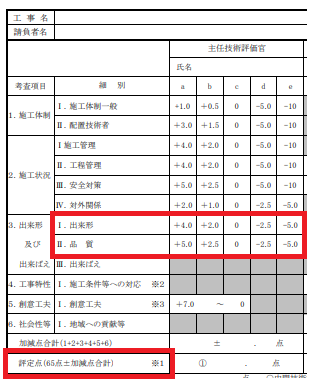
なぜ規格値の中にさらに50%・80%の区切りを設けるのかというと
国交省・地方整備局工事成績評定実施要領の中に

ヒストグラムとは
それでは,規格値に対してどのような結果が得られているかの判断はどうするのでしょうか?
全ての検査調書から検査官が一つずつチェックしていくと思いますか?
実は,検査を受ける際には必ず作っておくべき書類があるのです。
それがヒストグラムです。
皆さまはヒストグラムという言葉を聞いたことがありますでしょうか?
ヒストグラムとは多数のデータの分布を見るのに用いられる指標で,
縦軸に度数(数)横軸に階級(値)を取った統計グラフです。
度数分布という言葉を使われることもあります。
その工事で得たデータをまとめる作業が必要なのですが,
ヒストグラムのまとめ方に正式なルールはありません。
しかし基本的に『出来形』は出来形ですし『品質』は品質でまとめます。
さらに躯体・土工等の工事があれば分けておき,
躯体の中でも高さ・寸法・傾斜…等に分け,
寸法も柱の幅やフーチングの厚み等に分けます。
この分ける判断基準は規格値の差で分けるのがわかりやすいです。
それは先述した50%,80%が整理しやすいからです。
ヒストグラムの作り方
左列が計測結果を一覧表にしたもの(今回はデータが100個あります)
その横が計測結果がそれぞれいくつずつあるのかをカウントしたもの
その結果をグラフに示し
規格値の50%・80%を示しました。
品質管理の限界
先述したようにヒストグラムで計測をまとめますと様々な傾向が見つかると思います。
ただその中で絶対にわかっておかないといけないのが,
品質・出来形管理において計測結果の差が全て『0』ということはありえないということです。
必ず,品質・出来形には『バラツキ』というものが発生します。
工場製品ですら発生するので現場施工では当たり前ですよね。
ですからとにかく設計通りを狙うのではなく,
評価基準にもある最高レベル『許容値の50%以内』に収めるのが良い管理と言えます。
良い管理の方法
良い管理をするためには
・データを常時取得しておくこと
・データを見返すこと
・見返したデータを評価すること
・評価したデータから次以降の製作に活かすこと
が大事です。
例えば,モノを造っていくとどんどん一方に計測結果が偏っていくことがあります。
例えば先述の例でいうと元々0mmを中心にしていたのに+10mmあたりにデータの重心がシフトする場合などです。
こういった場合にはモノを造る時に0mmに向けて補正してあげる必要があります。
コンクリートの寸法であれば,
型枠を作ったときにコンクリートを打設する前から+5mmになっていて
コンクリートを打設してから+10mmしているのでれば,
型枠を-5mmで作ってあげることで
コンクリートを打設したら±0mmとなる。ようなものです。
これを常に行ってあげることがまさに『良い管理』になります。
バラツキを理解する
バラツキが大きいか小さいかは工種や作るもの,重要度によって異なります。
また精度が求められるものは高いものであったりもします。
バラツキがあるということを認識するかしないかで管理の手法は異なってきます。
どんなものでもバラツキがあるので
計測値の差が0しかないというのは『まともな計測ができていない』
もしくは『計測方法に問題がある』と言えます。
要は計測をせずに結果を得ているか,
1cm単位でしか測れないメジャーを用いて数mmの計測を使用としているようなものです。
しっかり計測できている場合には
『作成時の狙い値を中心に』バラツキを有しながらデータが散らばります。
±0mmを狙ってモノを造れば0を中心にデータはバラツキ,
+10mmを狙ってモノを造れば+10mmを中心にデータはバラツキます。
ヒストグラムを用いた『良くない管理』の例
①計測の取り方が誤っている
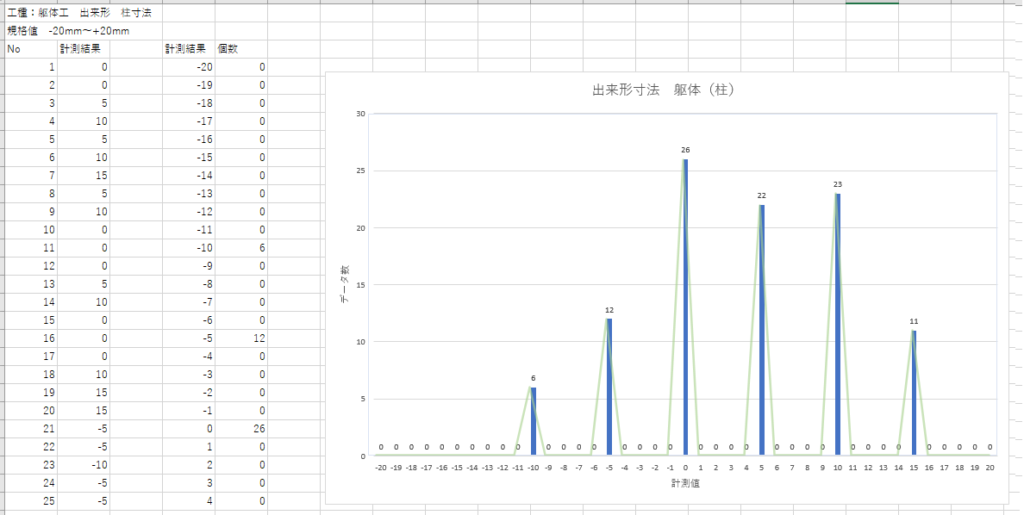
計測結果が 『-10』 『-5』 『0』 『5』 『10』 となっており5mm以下を確認していません。
品質のバラツキとしてはありえないのですが心情的にキリのいい数字にしたくなる気持ちが働くことがあります。
仮に5の倍数以外が入っていても5の倍数が多いというパターンもあります。
バラツキはあくまで狙い値をセンターにばらつくので
5の倍数に比重が高くなるとやはり違和感があります。
②規格値の超過が想像される
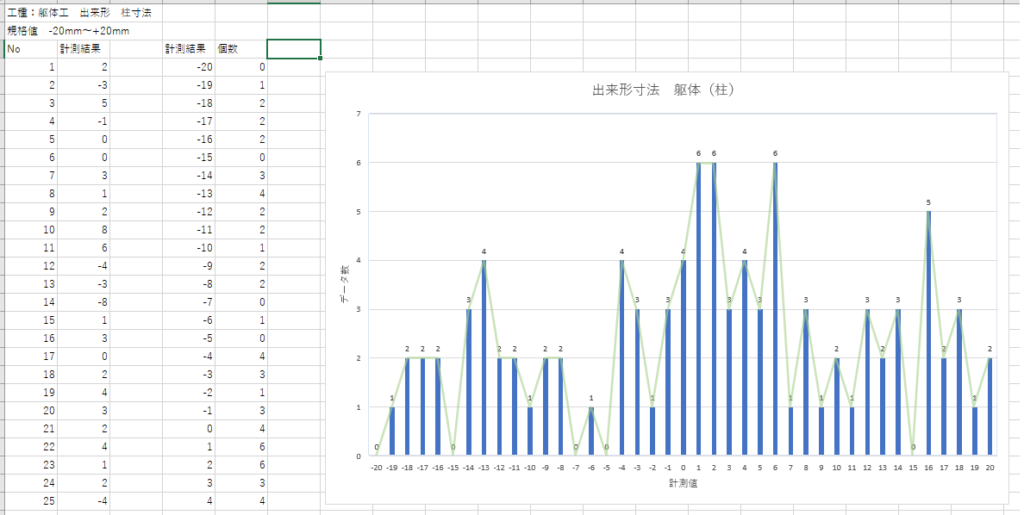
計測値が-20~20の間でばらつきており,規格値内に収まっているように見えますが,
上限値である20に2つのデータがあります。
2つのデータが奇跡的にあるのであればまだしも,
0~20の間にはまばらに傾向がなく計測値が分布しているので
21mmにも同じようにデータがあるのではないか?と想像されます。
『管理が適正ではない』と言えます。
片側に偏っている
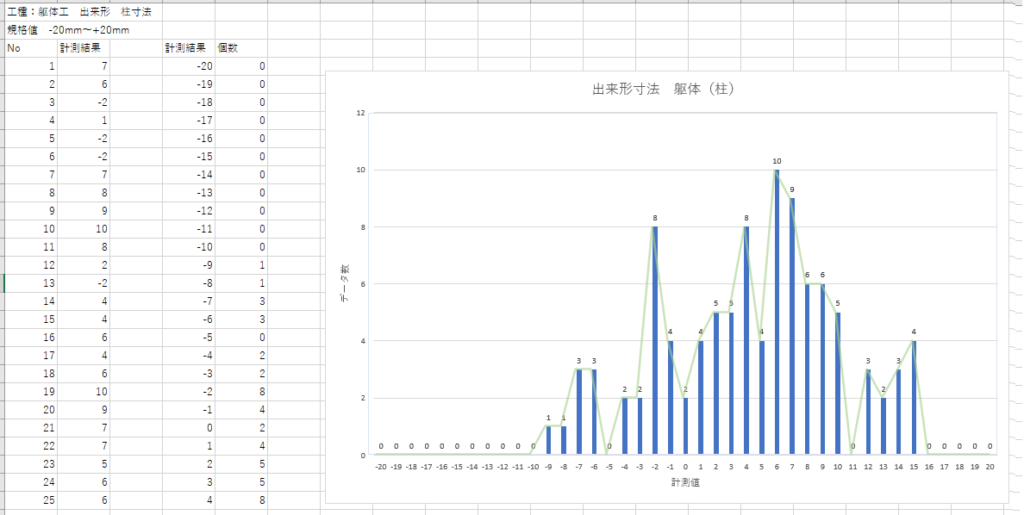
一概に悪いとは言いませんが狙い値は0である場合にはチェックが必要と言えます。
重心が『5』あたりになっているのでこの重心がずれてくると規格値を超過することになります。
また現状では80%以内を満足していますがこのままずれてくるとせっかく管理をして計測値が
収束しているにも関わらず良い評価を逃すことになります。
ただし敢えて『5』を狙って管理しているのであればこのグラフは非常に管理された良い状態と言えます。
ヒストグラムを用いた『良い管理』の例
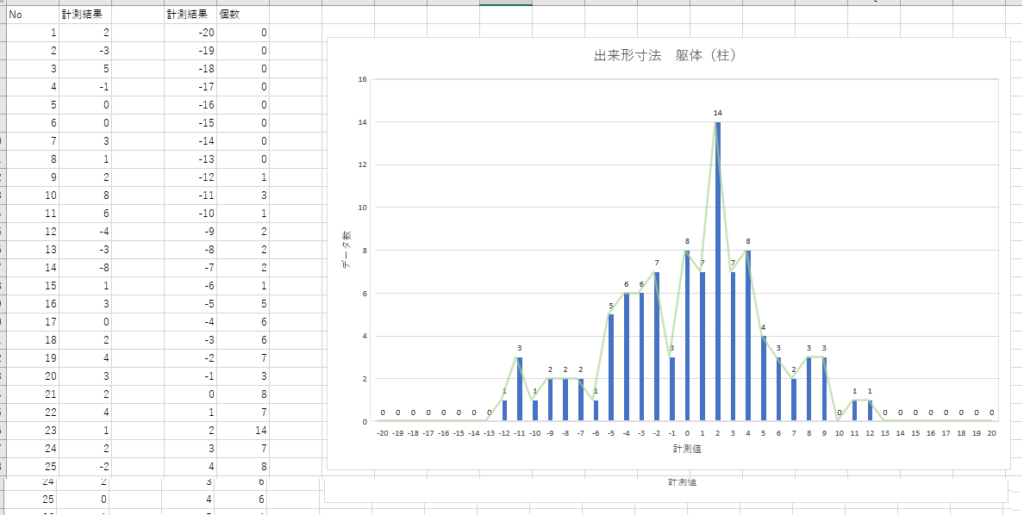
今までのデータと異なり0を近傍にバラツキがあり,
最大・最小値は明らかに80%以内に収まっていることが見て取れます。
この状態であれば規格値の超過はなく,かつ適正な管理が行えていると評価されるでしょう。
(評価に関する50%・80%の補助線は今回は記載していません)
モノを造る時の狙い値
何でもかんでもモノを造る時には図面通りが良いとは限りません。
なぜ全てを設計通りにしないのかと言いますと,
規格値が『設計値以上』とか『-10~20mm』のように
中心値が0にならない時があるからです。
設計値以上なのに0を狙っていると
いつかマイナスが発生した時に1発で規格値を超過することになります。
また-10mmまでに対して0を中心で管理すると
-10mmを簡単に超過してしまう可能性があります。
何も考えずに設計通り作るというのはこういったことからリスクがあります。
よってモノを造る時には狙い値を定めてそれに対して管理してあげる必要があります。
品質管理とトレードオフ
先述した通り品質管理は必ずバラツキがあるものということを理解せずに,
むやみやたらに厳重な管理をすればよいものができると信じていると,
手間や時間・お金が多くかかることになります。
例えば,一度型枠を組み終わったけど2mm小さいからやり直す・・・
なんてことをしていればいつまでたっても工事は終わりませんしお金が発生して仕方ありません。
しかし型枠を0mmで組んだ時にコンクリート寸法はいつも-20mmになるのであれば,
型枠が2mmマイナスであればコンクリート寸法は-22mmとなるので,
やり直すという選択は間違っていません。
このように品質管理は計画的に管理することで,適正な工程・お金の中で工事を進めることができます。
良いものとは規格値を満足するものであり,設計通りだけが良いとは限らないのです。



コメント